Как избавиться от грата, облоя, наплывов при резке металла лазером
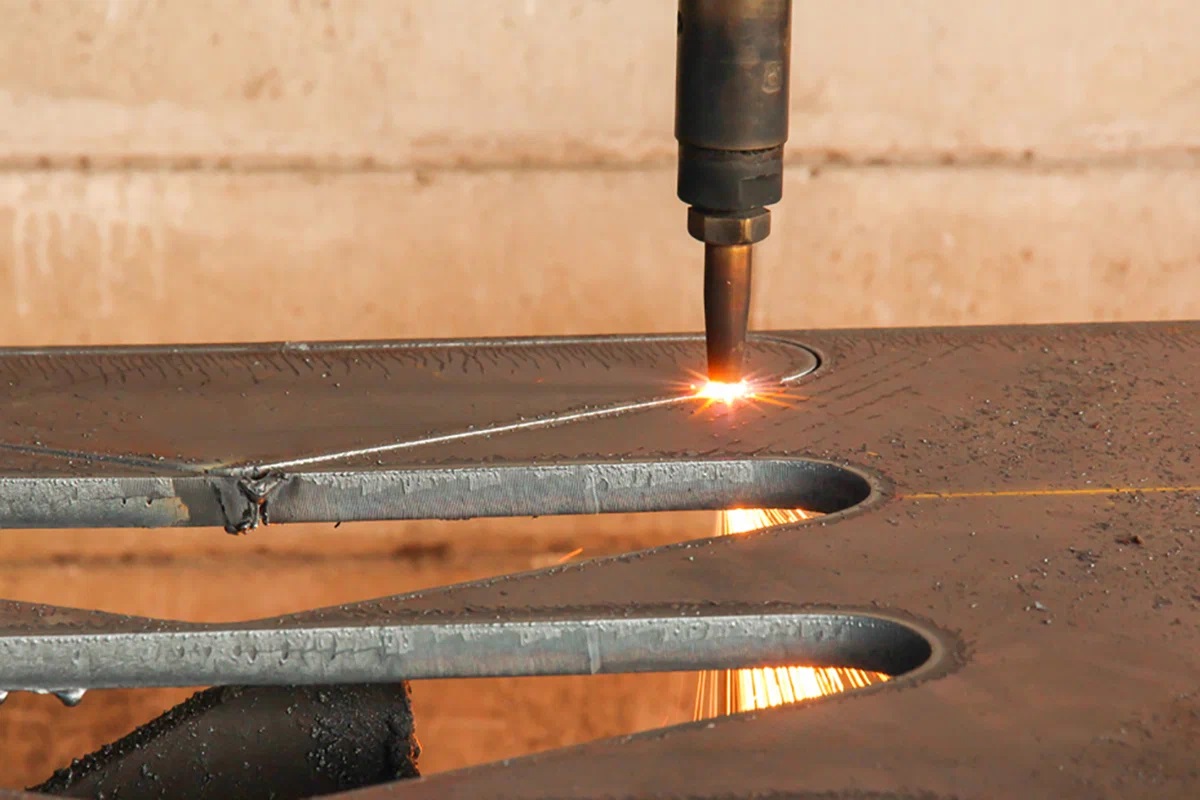
Лазерная резка металла — это высокоточная технология, позволяющая создавать сложные детали с минимальной механической нагрузкой на материал. Однако даже при использовании современных лазеров операторы часто сталкиваются с дефектами, такими как грат, облой и наплывы. Эти недостатки не только ухудшают внешний вид изделия, но и могут повлиять на его точность, прочность и пригодность к дальнейшей сборке или покраске. В этой статье разберём причины появления дефектов и способы их устранения.

Основные причины образования грата и наплывов
- Неправильно подобранные параметры резки
Чаще всего грат (острый выступ снизу реза) и наплывы (наслоения металла по краям) возникают из-за несоответствия скорости, мощности и давления газа. Например, слишком низкая скорость резки приводит к перегреву металла, в результате чего расплавленный материал не успевает удаляться струёй газа и застывает на краях. - Некачественный или загрязнённый материал
Если поверхность металла покрыта оксидной плёнкой, ржавчиной, краской или маслом, это затрудняет процесс резки и способствует образованию облоя и наплывов. - Неправильный выбор газа и его давления
Для резки углеродистой стали часто используют кислород, для нержавейки — азот. Неправильно подобранный газ или его недостаточное давление может привести к неэффективному выдуванию расплава из зоны реза. - Неподходящий фокус лазерного луча
Неправильная фокусировка может увеличить ширину реза и ухудшить выдувание материала. Это особенно критично при работе с тонкими листами.
- Оптимизация режимов резки
Регулярная настройка параметров (мощности, скорости, частоты импульсов) под каждый конкретный материал и его толщину — основной путь к снижению количества дефектов. Лучше использовать автоматическую таблицу параметров от производителя оборудования или проводить серию тестов. - Использование подходящего газа
Для получения качественного реза без грата желательно использовать инертные газы (азот, аргон) при достаточном давлении (обычно от 8 до 22 бар). Это позволяет избежать окисления и минимизировать дефекты на кромке. - Контроль за состоянием линз и сопла
Загрязнение или износ оптических компонентов может нарушить качество фокусировки. Регулярная чистка и замена изношенных частей продлевают срок службы оборудования и обеспечивают стабильное качество реза. - Применение систем автоматической фокусировки
Современные лазерные станки оснащаются функцией автоматической регулировки фокуса в зависимости от толщины и типа материала, что существенно снижает вероятность появления наплывов. - Предварительная подготовка материала
Удаление загрязнений, ржавчины и масел перед резкой существенно снижает риск дефектов. Можно использовать специальные очистители или абразивные методы подготовки.
Если грат или наплывы уже появились, их можно удалить с помощью:
- Механической обработки (шлифовка, скребки, напильники);
- Абразивно-струйной обработки;
- Химического травления (для нержавеющих сталей).
Однако эти процессы требуют дополнительного времени и увеличивают себестоимость изделия. Поэтому предпочтительнее устранить причины их образования ещё на этапе настройки резки.
Заключение
Качество лазерной резки напрямую зависит от настройки оборудования, состояния материалов и соблюдения технологических режимов. Устранение грата, облоя и наплывов требует комплексного подхода: от подготовки металла до точной настройки параметров лазерной резки и правильного выбора газа. Внедрение автоматизации и регулярное техническое обслуживание позволяют не только повысить качество продукции, но и сократить затраты на доработку и брак.
Остались вопросы? Пишите, звоните!
Наша почта: lasermarker@yandex.ru
www.lasermarker.ru
Подписывайтесь на нас:
![]() ВК
ВК
![]() YouTube
YouTube
![]() ОК
ОК
![]() Дзен
Дзен
![]() Telegram
Telegram
Не забывайте: за хорошие ОТЗЫВЫ о нас - ДОПОЛНИТЕЛЬНАЯ СКИДКА!
За подробностями обращайтесь к нашим менеджерам!
