Лазерная сварка нержавеющей стали: технология, параметры и оборудование
Лазерная сварка нержавеющей стали — технически сложный процесс. Металл обладает повышенной текучестью в расплавленном состоянии, низкой теплопроводностью и высоким коэффициентом термического расширения. Это приводит к трем проблемам: деформация «лодочкой», коробление тонких листов и образование цветов побежалости (оксидной пленки, которая вытягивает хром из зоны шва, снижая коррозионную стойкость).
Традиционные методы (TIG, MIG) дают широкую зону термического влияния (ЗТВ) до 10–15 мм и требуют высокой квалификации сварщика (минимум 5-й разряд). Лазер решает эти проблемы кардинально: концентрирует энергию в пятне 0,2–0,6 мм, нагревает и охлаждает материал за миллисекунды. Результат — узкий аккуратный шов (ЗТВ 0,5–1,5 мм), сохранение антикоррозийных свойств и отсутствие деформации даже на листе 0,3 мм.
В этой статье разберем точные параметры, режимы для разных толщин, поможем выбрать сварочный аппарат под ваши задачи и покажем, как избежать типичных дефектов.
Чем лазерная сварка нержавейки отличается от TIG и MIG
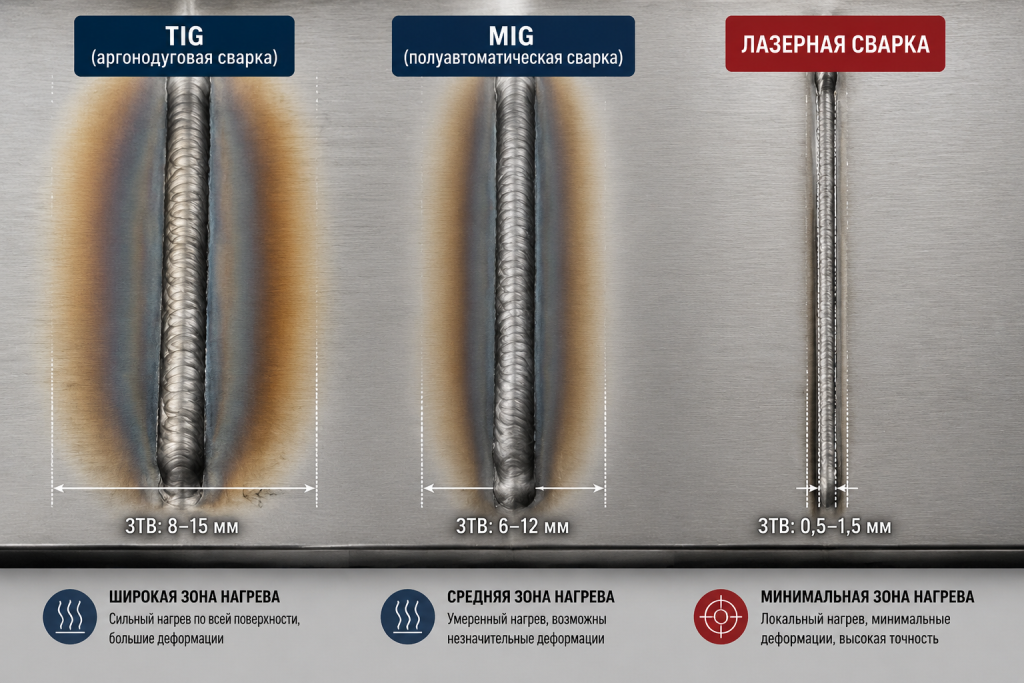
Кардинальные различия имеются как по физике процесса, так и по результату. TIG (аргонодуговая сварка вольфрамовым электродом) и MIG (полуавтомат с присадочной проволокой) греют сталь по всей поверхности пятном 5–10 мм, формируя широкую ванну. Дуга нагревает деталь не только в точке сварки, но и на 20–30 мм в стороны — отсюда деформации.
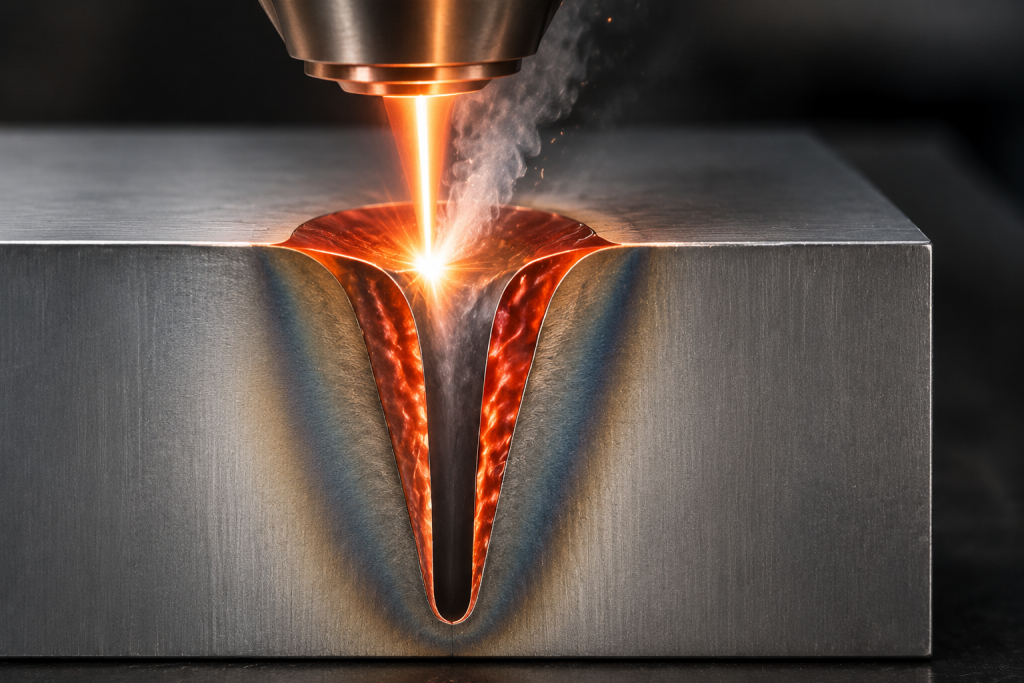
Лазер же создает глубокий «замочный канал»: луч испаряет металл в пятне контакта, давление пара раздвигает расплав, и стенки схлопываются, образуя плотное соединение с соотношением глубины к ширине до 10:1.
Ключевые различия (режимы для листа 1,5 мм нержавейки AISI 304):
| Параметр | TIG | MIG | Лазерная сварка |
| Зона термического влияния, мм | 8–15 | 6–12 | 0,5–1,5 |
| Деформация детали | Высокая (правка после сварки) | Средняя | Минимальная (<0,1 мм на 300 мм) |
| Скорость сварки, мм/с | 2–4 | 4–8 | 30–50 |
| Расход аргона, л/мин | 6–10 | 10–15 | 10–12 (только зона шва) |
| Чистота шва | Возможны поры, вольфрамовые включения | Брызги, окалина | Гладкий, без грата, без поджогов |
| Требования к квалификации | 5–6 разряд | 4–5 разряд | Настройка аппарата (1 день обучения) |
| Производительность (метр шва/час) | 4–6 | 8–12 | 30–50 |
Главный плюс лазера – возможность сваривать тонкие листы от 0,2 мм без сквозного проплавления. TIG на такой толщине просто прожжет деталь.
Второе достоинство – лазерная сварка часто не требует присадки для стыков без зазора. Шов формируется сплавлением кромок самого металла. Это исключает риск коррозии в зоне разнородных сплавов (проволока всегда имеет другой химсостав).
Третий плюс – скорость охлаждения 10³–10⁴ °C/с. В зоне шва не успевают выпасть карбиды хрома. Нержавейка сохраняет стойкость к межкристаллитной коррозии.
Итог: лазер выигрывает по производительности в 5–10 раз, при этом дает предсказуемый, повторяемый результат.
Параметры лазерной сварки нержавеющей стали

Чтобы получить качественный шов на нержавейке, нужно точно подобрать комплекс параметров. Это мощность лазерного источника, скорость сканирования, режим генерации, частота (для импульса), фокусное расстояние, расход защитного газа и угол наклона головки. Ниже приведена расширенная таблица для сварки листовой нержавейки марок AISI 304/316L с защитным газом (аргон 99,998 %, 12–15 л/мин). Источник — волоконный лазер непрерывного/импульсного режима (Raycus, MAX). Данные рассчитаны для стыкового соединения без зазора.
| Толщина, мм | Мощность (Вт) / % от 1500 Вт | Скорость, мм/с | Режим | Частота, Гц (импульс) | Длит. имп., мс | Пятно, мм | Газ |
| 0,3 | 150 Вт (10 %) | 45–50 | Импульс | 80 | 3,0 | 0,15 | Аргон 8 л/мин |
| 0,5 | 300 Вт (20 %) | 35–40 | Импульс | 100 | 4,0 | 0,20 | Аргон 10 л/мин |
| 0,8 | 480 Вт (32 %) | 28–32 | Импульс | 120 | 5,0 | 0,25 | Аргон 12 л/мин |
| 1,0 | 600 Вт (40 %) | 25–30 | Импульс | 150 | 5,5 | 0,30 | Аргон 12 л/мин |
| 1,5 | 900 Вт (60 %) | 20–25 | Непрерывный | — | — | 0,30 | Аргон 14 л/мин |
| 2,0 | 1200 Вт (80 %) | 15–18 | Непрерывный | — | — | 0,35 | Аргон 14 л/мин |
| 2,5 | 1350 Вт (90 %) | 12–15 | Непрерывный | — | — | 0,40 | Аргон + 5 % He |
| 3,0 | 1500 Вт (100 %) | 10–12 | Непрерывный | — | — | 0,45 | Аргон + 5 % He |
| 4,0* | 2000 Вт (100 % от 2 кВт) | 8–10 | Непрерывный | — | — | 0,50 | Гелий 20 л/мин |
*Для толщины 4 мм и более требуется разделка кромок V-образной формы (угол 60°) и предварительный подогрев до 100–150 °C, иначе возможно образование холодных трещин. Сваривать толстую нержавейку более 8 мм за один проход лазером практически невозможно — используют гибрид лазер + MIG.
Какой режим выбрать?
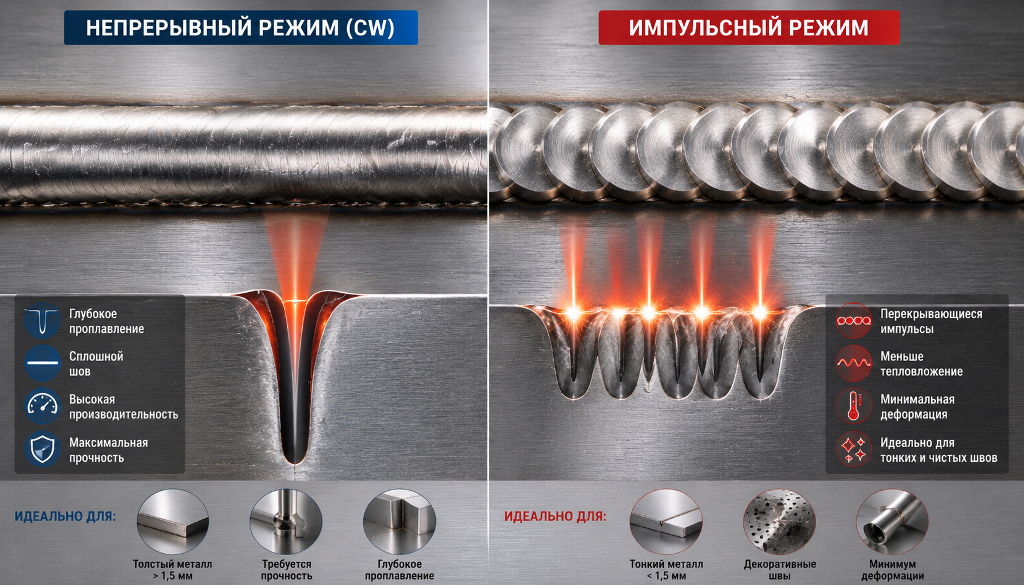
Непрерывный (CW) применяют при толщине 1,5 мм и выше. Он дает глубокое проплавление без пауз, что важно для корневых проходов и герметичных соединений. Импульсный режим (частота 50–200 Гц, скважность 40–60 %) идеален для толщины до 1 мм и для металла с высокой теплопроводностью. Перегрев минимален, обратная сторона шва ровная. При работе с импульсом мощность в пике может в 2–3 раза превышать среднюю — это позволяет проплавлять материал без общего перегрева детали.
Когда нужна присадка?
Первый случай: зазор между кромками превышает 10 % от толщины. Второй: сварка встык без разделки кромок на металле более 2 мм. Проволока компенсирует усадку. Третий: сварка разнородных материалов (например, нержавейка с обычной сталью). Рекомендуем проволоку ER 308L (для 304), ER 316L (для 316/316L) или ER 309L (для сварки с углеродистой сталью) диаметром 0,8–1,0 мм.
Какой защитный газ оптимален?
Аргон лучше для корня шва. Он тяжелый (плотность 1,78 кг/м³ против 1,2 кг/м³ у воздуха), хорошо вытесняет кислород из пор. Минус аргона — плохая ионизация на высоких скоростях (>30 мм/с), возможны поддувы. Азот дешевле в 3 раза, но может вызвать нитридные выделения на сверхнизкоуглеродистых сталях (типа 304L) и сделать шов хрупким. Гелий (20–25 л/мин) лучший для глубокого проплавления и алюминия, но дорог. Наш выбор для нержавейки — аргон 99,998 % (расход 10–15 л/мин для ручной головки и 6–8 л/мин для автоматической). Работа без газа приводит к пористости и черному нагару — металл теряет хром, становится магнитным и ржавеет.
Минусы и ограничения метода
- Высокая начальная цена оборудования. Лазерный источник мощностью 1500 Вт (фиберный, класс 4) стоит от 2,8 до 4,5 млн рублей в зависимости от бренда (Raycus — бюджет, IPG — премиум). Для полноценной работы с автоматической станцией, ЧПУ, системой безопасности (полностью закрытый корпус с защитным стеклом по классу 1) потребуется от 6 до 12 млн рублей. Это серьезный порог входа для малого бизнеса. В то время как TIG-аппарат высокого класса (Kemppi, Fronius) можно купить за 300–400 тысяч рублей.
- Ограничение по толщине металла. Лазером сложно сваривать лист нержавейки толще 8–10 мм за один проход. Не хватает глубины проплавления из-за плазменного экранирования: плотный факел плазмы над швом поглощает до 30 % энергии луча. При толщине более 12 мм даже на 6 кВт невозможно получить стабильный замочный канал. Решение — гибридные методы (лазер + MIG дуга) или скос кромок с многопроходной сваркой (2–3 прохода с присадкой).
Еще один минус для ручной работы: лазер класса 4 требует использования защитных очков с OD 7+ (плотность оптического фильтра) и полного экранирования зоны сварки. Случайное отражение от блестящей поверхности может повредить зрение. Это не проблема для TIG/MIG, где достаточно светофильтра.
Где применяется лазерная сварка нержавейки

Пищевая и молочная промышленность. Сварка баков из нержавейки AISI 304L, технологических столов, трубопроводов CIP-мойки, емкостей брожения. Шов гладкий, без микрозазоров для бактерий и без застойных зон — проще мыть, меньше риск развития возбудителя листериоза и кишечной палочки. Требования к шву — полное проплавление, внутренний грат недопустим.
Медицина. При изготовлении хирургических инструментов, пластин для остеосинтеза, стерильных боксов, рам для МРТ и КТ. Преимущество — возможность сварки в чистом помещении без брызг и необходимости последующей механической обработки.
Архитектура и интерьерный дизайн. Сварка ограждений балконов, лестничных перил из матовой и зеркальной нержавейки, фасадных кассет, поручней для торговых центров, входных групп и т.д. Тонкая отделка без шлифовки — услуга, востребованная в премиум-сегменте.
Автомобилестроение и транспорт. Сварка выпускных коллекторов, топливных рамп высокого давления, деталей салона, глушителей. Лазерная технология дает скорость 40–60 мм/с против 8 мм/с у MIG, что критично для конвейера.
Сантехника и водонагревательное оборудование. При производстве смесителей из нержавейки, раковин, ванн, теплообменников, мембранных баков. Лазерный шов более герметичен, чем роликовая сварка. Соединение выдерживает давление до 16 атм и температуру до 120 °C.
Нефтегазовая и химическая промышленность. Сварка трубопроводов малого диаметра (до 100 мм), фитингов, датчиков, корпусов клапанов. Обеспечивается сохранение антикоррозионных свойств в среде сероводорода и хлоридов.
Нержавейка после лазерной обработки становится практически неотличимой от основного металла: нет цветов побежалости, вмятины от нагрева, зоны термовлияния, которую нужно зачищать. Поэтому технология востребована везде, где важны эстетика, гигиена и абсолютная герметичность.
Услуга сварки нержавейки лазером в Москве стоит от 500 до 1500 рублей за погонный метр в зависимости от толщины и сложности. Покупка своего аппарата дает независимость и окупаемость за 3–8 месяцев при загрузке от 15 % рабочего времени (всего 2 часа в день).
Как выбрать лазерный сварочный аппарат для нержавейки
Оборудование подбирают под реальные толщины и номенклатуру деталей. Основной параметр — мощность источника.
- 1000 Вт — для нержавейки 0,5–1,5 мм. Идеален для листового металла, пищевого оборудования, вывесок. Работает от 220 В.
- 1500 Вт — универсальный класс (1–3 мм). Варит встык лист 3 мм без скоса кромок. Самый популярный у малого производства.
- 2000 Вт — для толщин 2–5 мм. Требует 380 В. Способен варить алюминий и латунь с модуляцией.
- 3000 Вт — до 8 мм нержавейки, режим глубокого проплавления. Для тяжелого машиностроения.
Важный момент: аппараты мощностью до 1500 Вт включительно работают от обычной розетки 220 В, что позволяет экономить на подключении.
Ручной или автоматизированный? Первый идеален для небольших серий и ремонта. Автоматизированный с ЧПУ (координатный стол) или коллаборативным роботом (Universal Robots, Fanuc) — для конвейера от 1000 деталей в месяц или для сварки сложных пространственных траекторий.
Функция 4-в-1 позволяет зачистить шов от окалины (или удалить ржавчину с заготовки), выполнить сварку лазером, а затем аккуратно подрезать лишний край. Для мастерских по нержавейке это экономит 300–500 тысяч рублей на отдельный чиллер и лазерный резак.
Компания LaserMarker предлагает сварочные аппараты с доставкой, пусконаладкой, обучением в Москве и других регионах России. Запросите демонстрацию лазерной сварки ваших деталей или отправьте чертеж — рассчитаем режимы и предложим лучшее решение под ваш бюджет.
