Лазерная сварка алюминия: особенности, параметры и выбор оборудования
Содержание
- Почему сварить алюминий лазером сложнее, чем сталь или нержавейку
- Подготовка металла — обязательный этап при сварке лазером
- Параметры лазерной сварки: мощность, скорость, режим
- Wobble-сварка и защитный газ: как убрать поры
- Частые ошибки при сварке алюминия лазером
- Как выбрать лазерный сварочный аппарат
- Подводя итог

В производстве корпусов, баков, рам, кожухов, деталей для транспорта и различных металлоконструкций алюминий ценят за малый вес, коррозионную стойкость и хорошую обрабатываемость. Однако сваривать этот металл всегда было непросто. Технология лазерной сварки алюминия требует более строгой подготовки, чем работа со сталью: материал быстро отводит тепло, отражает часть излучения и легко дает поры в шве. Поэтому результат здесь зависит не только от техники и квалификации оператора, но и от выбранного режима, газа и возможностей оборудования.
Почему сварить алюминий лазером сложнее, чем сталь или нержавейку
Главная сложность — оксидная пленка Al₂O₃. Она появляется на поверхности после контакта с воздухом и плавится примерно при 2050 °C, тогда как сам металл переходит в расплав около 660 °C. Получается неприятная разница: основа уже жидкая, а оксид еще держится как жесткая корка. Если его не удалить, в сварной зоне появятся включения, нестабильное проплавление и поры.
Вторая особенность — высокая теплопроводность. Энергия быстро уходит от зоны воздействия, из-за чего приходится точнее подбирать мощность и скорость лазера. При слабом нагреве соединение не проваривается, при избыточном — растет зона термического влияния, появляются деформации, прожоги тонкого листа и лишняя правка после сваривания.
Третий фактор — отражение излучения лазера. Светлый металл или сплав способен отражать значительную часть луча (до 90 %), особенно в начале процесса, пока ванна еще не сформирована. Поэтому для него важна высокая пороговая мощность (в среднем 1500–2000 Вт). Ниже этого уровня лазерный источник вроде бы работает, но стабильного проплавления нет.
Еще одна проблема — водород. Он активно растворяется в жидкой ванне, а при кристаллизации выходит хуже. В результате внутри шва остаются микропоры. Именно пористость чаще всего портит качество соединения, даже если внешне шов выглядит ровным. В связи с этим нужно обеспечить быстрый локальный нагрев лазером, чтобы тепло сконцентрировалось в узкой зоне, ванна жила меньше, а деталь получила минимум лишней энергии.
Подготовка металла — обязательный этап при сварке лазером
На стали небольшие огрехи подготовки иногда можно компенсировать настройкой режима. С алюминием так получается редко: грязь, оксид и влага почти гарантированно оказывают негативное влияние на шов. Поэтому именно правильная подготовка во многом определяет результат, особенно при работе с тонколистовыми деталями, герметичными емкостями и конструкциями, которые после сборки нельзя просто доварить еще раз.

Перед запуском партии следует подробно расписать метод очистки заготовок и зафиксировать его в карте процесса:
- Удалить оксидную пленку механически (например, щеткой из нержавеющей стали) или химическим травлением.
- Обезжирить кромки ацетоном, изопропиловым спиртом или специализированным растворителем, не касаясь подготовленной зоны руками.
- Просушить детали (влага на поверхности повышает риск появления пор).
- Свести детали без зазора или оставить технологический зазор не более 0,3 мм.
После подготовки важно не затягивать со сборкой. Оксидная пленка образуется достаточно быстро, поэтому очищенные кромки лучше сваривать в тот же рабочий цикл.
Параметры лазерной сварки: мощность, скорость, режим
Настройка рабочего режима начинается с толщины детали, марки материала и требований к соединению. Универсальных рекомендаций здесь нет: один и тот же аппарат на листах 1 мм и 4 мм будет работать по-разному. Ниже приведены стартовые режимы, от которых удобно отталкиваться при пробной сварке. Фактические значения уточняют по образцам: смотрят глубину провара, ширину шва, наличие пор, цвет зоны нагрева и геометрию обратной стороны.
| Толщина детали | Что важно при настройке | Рекомендуемый диапазон мощности | Ориентир по скорости | Подходящий режим |
| До 1 мм | Не перегреть кромку и не прожечь лист | 25–35 % | 16–22 мм/с | Импульсный или мягкий CW |
| 1–1,5 мм | Получить ровный шов без лишнего расширения ванны | 35–45 % | 12–18 мм/с | CW с малой амплитудой качания (Wobble) |
| 2 мм | Обеспечить стабильный провар по всей длине стыка | 45–55 % | 10–15 мм/с | CW, круговая или линейная развертка |
| 3 мм | Удержать глубину провара без перегрева поверхности | 60–75 % | 8–12 мм/с | CW, Wobble по кругу или восьмерке |
| 4 мм и больше | Сформировать глубокую ванну и снизить риск непровара | 80–90 % и выше | 5–10 мм/с | CW, широкая Wobble-развертка |
Пороговая мощность — одна из главных особенностей технологии при работе с алюминием. Пока луч не набрал достаточную плотность энергии, ванна формируется нестабильно: шов может выглядеть приемлемо сверху, но внутри останется непровар. Поэтому при слабом соединении не всегда достаточно просто снизить скорость. Часто правильнее поднять мощность на 10–15 %, проверить фокус и только после этого корректировать скорость прохода.
CW-режим, то есть непрерывное излучение, обычно применяют от 1,5 мм. Он дает ровный ввод тепла и хорошую производительность на серийных алюминиевых деталях. Импульсный режим уместен на тонких листах, кромках, небольших корпусах и в местах, где высок риск прожога.
Wobble-сварка и защитный газ: как убрать поры
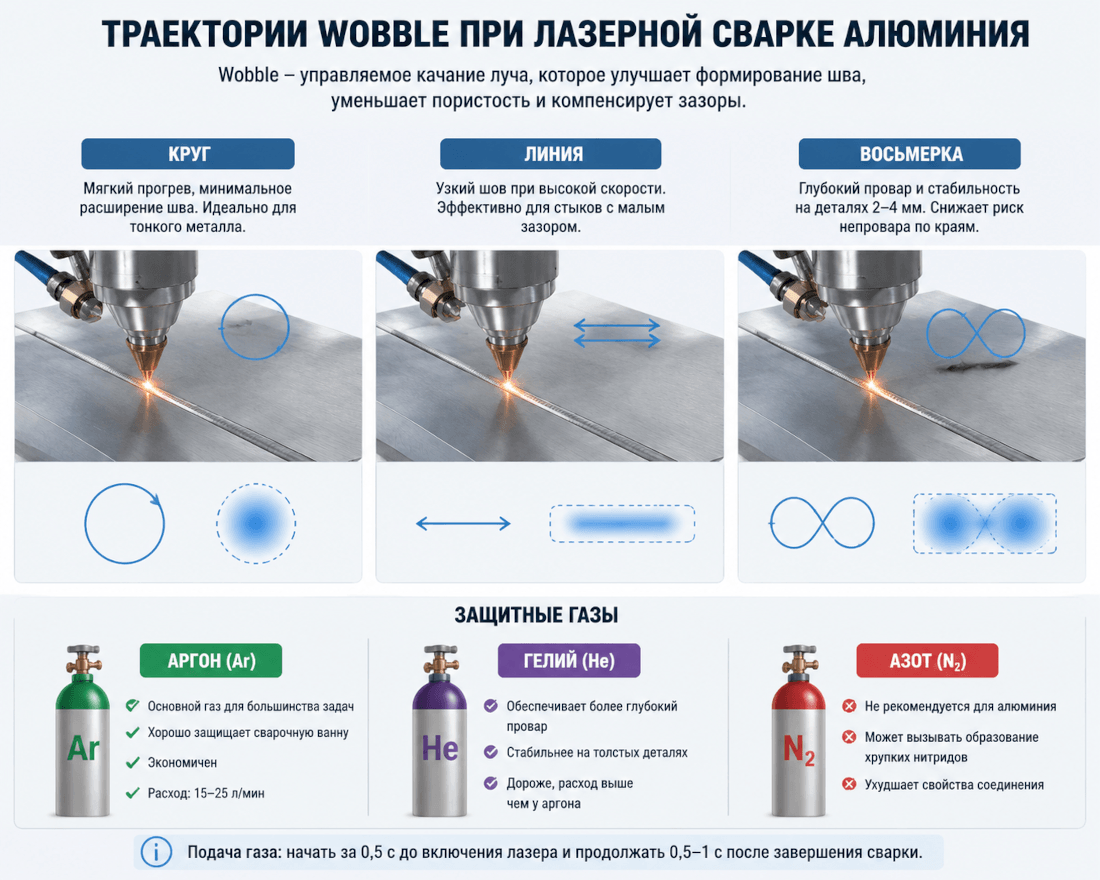
Wobble — это управляемое качание луча по заданной траектории. Луч не стоит в одной точке, а быстро описывает круг, линию или восьмерку с частотой примерно 100–1000 Гц. За счет этого ванна перемешивается, кромки прогреваются равномернее, а небольшие зазоры перекрываются более стабильно. Для сварки алюминия это очень важная функция, поскольку без качания сложнее получить плотный шов на деталях с высокой отражающей способностью.
Форма траектории подбирается в зависимости от задачи. Круг чаще используют на тонком металле, где нужен мягкий прогрев без лишнего расширения шва. Линия помогает при узком стыке и высокой скорости сваривания. Восьмерка лучше подходит для деталей толщиной 2–4 мм: она шире раскрывает ванну, стабилизирует глубокое проплавление и снижает риск непровара по краям. При корректной настройке Wobble может заметно уменьшить пористость (в отдельных режимах до 70–90 %), но только в комбинации с правильной очисткой и корректным подбором защитного газа.
Самые распространенные виды защитных газов:
- Аргон (Ar 99,99 %). Основной вариант для большинства задач, сочетающий хорошую защиту и экономичность. Типичный расход составляет 15–25 л/мин.
- Гелий (He). Дает более глубокий провар и стабильнее работает на массивных деталях, но обходится дороже, и расход у него больше.
Азот (N₂) для алюминия не используют, так как он может ухудшать свойства соединения из-за образования хрупких нитридов.
Газ должен закрывать ванну до включения излучения и после его отключения. При работе можно ориентироваться на следующие значения: старт подачи — за 0,5 с. до импульса или CW-режима, остановка — через 0,5–1 с. после завершения прохода. Если выключить защиту сразу, горячий металл продолжит реагировать с воздухом, и качество поверхности станет хуже.
Частые ошибки при сварке алюминия лазером
| Ошибка | Возможная причина | Что делать |
| Поры в шве | Грязная поверхность, влага, слабая газовая защита | Очистить и обезжирить кромки, просушить деталь, увеличить расход защитного газа |
| Непровар | Недостаточная мощность или слишком высокая скорость | Поднять мощность на 10–15 %, снизить скорость, проверить фокус |
| Прожоги тонкого листа | Избыточная энергия, неподходящий непрерывный режим | Перейти на импульсный режим, уменьшить мощность, повысить скорость |
| Трещины | Высоколегированный термозакаленный сплав, жесткая фиксация | Использовать присадку ER4043/ER5356, при необходимости добавить подогрев |
| Нестабильный шов | Загрязнение защитного стекла, смещенный фокус, скачки зазора | Очистить оптику, выставить фокус, проверить оснастку и прижим |
Отдельно стоит контролировать присадку. Для ряда сплавов она нужна для снижения риска горячих трещин и коррекции химического состава шва. Если деталь ответственная, режим подбирают на образцах той же партии материала, а не на похожем обрезке неизвестной марки.
Как выбрать лазерный сварочный аппарат

Для сварки алюминия обычно выбирают волоконный источник с длиной волны 1064–1080 нм. CO₂-излучение для этого материала подходит хуже из-за слабого поглощения и неудобной настройки процесса. Важно смотреть не только на паспортную мощность, но и на устойчивость работы, охлаждение, возможности головки, наличие Wobble и удобство смены режимов.
Перед выбором аппарата следует определиться, какие изделия и какой толщины будут составлять основную загрузку:
- Для листа до 1,5 мм часто достаточно 1000 Вт, если нет требований к высокой скорости и глубокому провару.
- Диапазон 1500 Вт можно считать рабочим компромиссом для большинства задач от 1 до 4 мм (корпусов, кожухов, профилей, небольших рам, баков или коробов).
- При толщине 4–6 мм разумнее смотреть в сторону 2000 Вт.
- 3000 Вт уже относятся к промышленному классу, где важны производительность, стабильность длинного прохода и запас по мощности.
Wobble для алюминия можно считать обязательной функцией. Без качания луча сложнее компенсировать отражение, микрозазоры и нестабильность ванны. Полезны и режимы «3 в 1», «4 в 1», когда один аппарат выполняет сварку, очистку, резку и иногда обработку шва. Это не заменяет полноценную подготовку, но ускоряет работу на участке и снижает количество дополнительного оборудования.
Важно учесть и напряжение питания. Модели до 1500 Вт чаще всего подключаются к сети 220 В, аппараты от 2000 Вт обычно требуют 380 В. Для интенсивной эксплуатации нужен встроенный чиллер, а при высокой загрузке — двойной контур охлаждения, чтобы отдельно контролировать температуру источника и сварочной головки.
Подводя итог
Лазерная сварка алюминиевых деталей дает чистый и прочный шов только при правильной подготовке, корректной настройке режима и грамотном выборе оборудования. В каталоге LaserMarker можно подобрать сварочные аппараты для решения разных задач и протестировать в демонстрационном зале в Москве.
